Як нарізати різьблення на трубі – розбираємося в стандартах, вчимося працювати самостійно
Зміст
- Як нарізати різьблення на трубі: нарізаємо різьблення на водопровідних трубах і трубах опалення своїми руками
- Важлива інформація про стандарти застосовуються резьб
- Що таке різьблення, які її основні параметри?
- Які стандарти резьб використовується на трубах
- метрична різьба
- G – Циліндрична трубне різьблення
- R – трубна конічна різьблення
- Інші стандарти трубних різьб
- Як на практиці визначити стандарт різьблення?
- Самостійна нарізкарізьблення на трубі
- Що буде необхідно для роботи?
- Нарізка трубного різьблення за допомогою плашки
- Використання плашки з утримувачем-тріскачкою
- Відео: Нарізка різьби в вкрай незручному місці за допомогою Плашкотримач з тріскачкою
- Нарізкарізьблення за допомогою Клупи
- Відео: Нарізка різьби за допомогою головки Клупи без тріскачки
- Відео: Демонстрація можливостей електричний Клупи «VIRAX 1/2" – 1.1 / 4 "»
- А як бути з внутрішнім різьбленням в трубах?
- Додаток: Таблиця основних розмірів метричних резьб
Як нарізати різьблення на трубі: нарізаємо різьблення на водопровідних трубах і трубах опалення своїми руками
Сучасні технології створення інженерних комунікацій в будинку в більшій мірі націлюються на використання якісних полімерних або метало-полімерних труб. Монтаж таких виробів значно спрощується застосуванням зручних фітингів або ж використанням спеціальних апаратів для дифузійної зварювання, навчитися працювати з якими – зовсім нескладно. Як нарізати різьблення на трубіПроте, і сталеві труби ВГП використовуються всі ще досить широко. Ось з ними буває клопоту побільше. Скажімо, при проведенні ремонтів нерідко доводиться придумувати, як перескочити з сталевої труби на стикуються до неї полімерний ділянку. Трапляється і так, що до повної заміни труб поки просто не доходять руки, а обставини змушують провести термінову локальну заміну аварійної ділянки або здійснити якусь врізку. Можна згадати і десятки інших прикладів.Зварювання труб ВГП в домашніх умовах – далеко не завжди можлива. А крім того – вона вимагає високої кваліфікації майстра. А ось різьбове з'єднання повинен зуміти змонтувати будь-який господар. Правда, це дуже здорово, якщо в потрібному місці є різьбовий ділянку! Ну а якщо ні? Теж нічого страшного – потрібно тільки навчитися, як нарізати різьбу на трубі самостійно.
Як нарізати різьблення на трубіПроте, і сталеві труби ВГП використовуються всі ще досить широко. Ось з ними буває клопоту побільше. Скажімо, при проведенні ремонтів нерідко доводиться придумувати, як перескочити з сталевої труби на стикуються до неї полімерний ділянку. Трапляється і так, що до повної заміни труб поки просто не доходять руки, а обставини змушують провести термінову локальну заміну аварійної ділянки або здійснити якусь врізку. Можна згадати і десятки інших прикладів.Зварювання труб ВГП в домашніх умовах – далеко не завжди можлива. А крім того – вона вимагає високої кваліфікації майстра. А ось різьбове з'єднання повинен зуміти змонтувати будь-який господар. Правда, це дуже здорово, якщо в потрібному місці є різьбовий ділянку! Ну а якщо ні? Теж нічого страшного – потрібно тільки навчитися, як нарізати різьбу на трубі самостійно.
Важлива інформація про стандарти застосовуються резьб
Щоб не потрапити в незручну ситуацію, коли при складанні деталей трубопроводу вони раптом відмовляються сполучатися між собою, необхідно попередньо ознайомитися з питанням, які в принципі типи різьб можуть зустрічатися на трубах.Що таке різьблення, які її основні параметри?
Перш за все, згадаємо, що взагалі мається на увазі під різьбленням.Цим терміном позначаються прорізані на бічних циліндричних або конічних поверхнях деталей гвинтові канавки з постійним геометричним профілем і рівним кроком між витками. Використовуються для створення різьбових роз'ємних та нероз'ємних з'єднань деталей або вузлів, або в кінематичних схемах в якості механічних передач – гвинтових або зубчасто-гвинтових.У контексті даної статті нас будуть цікавити тільки з'єднувальні різьби.Згадаймо, як взагалі позначається різьблення на кресленнях – трапляється, що монтаж доводиться проводити по прикладається схемою, і в цьому необхідно розбиратися.
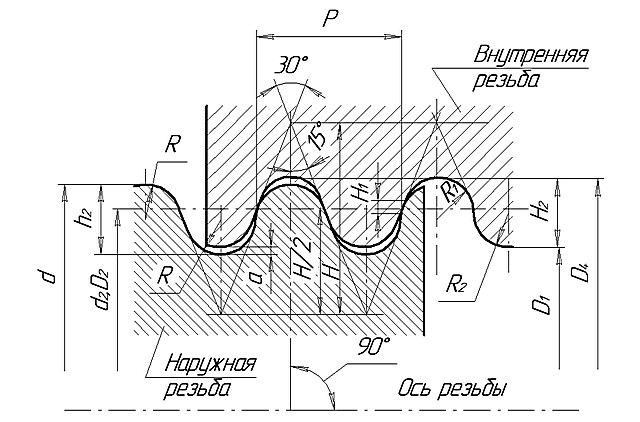
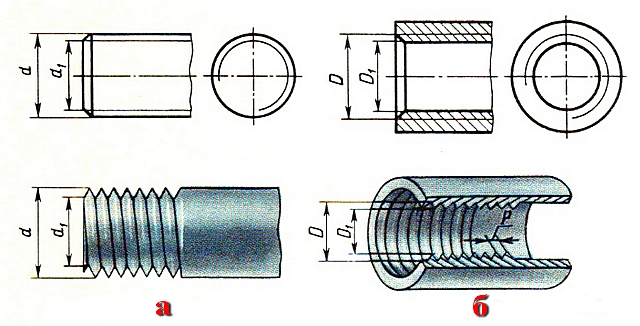 Позначення різьби на кресленні і її основні параметриа – зовнішня різьба, нарізувана на зовнішній стінці труби, на стрижні і т.п. Саме з такою різьбленням найчастіше доводиться мати справу при необхідності самостійної нарізки в сантехнічних роботах.
Позначення різьби на кресленні і її основні параметриа – зовнішня різьба, нарізувана на зовнішній стінці труби, на стрижні і т.п. Саме з такою різьбленням найчастіше доводиться мати справу при необхідності самостійної нарізки в сантехнічних роботах.
б – внутрішнє різьблення, нарізувана на внутрішній стороні труби, муфти, гайки, просто просвердлений отвори.На схемі показані характеризують різьблення діаметри d і d1 для зовнішньої і D і D1 для внутрішньої. Саме вони вказуються в довідкових таблицях. Крім того, може вказуватися і діаметр d2 і D2 – це умовна окружність, що проходить рівно посередині між d і d1, D і D1. Він, до речі так і називається – середнім діаметром.Літерним позначенням Р показується крок різьби, тобто відстань між витками.
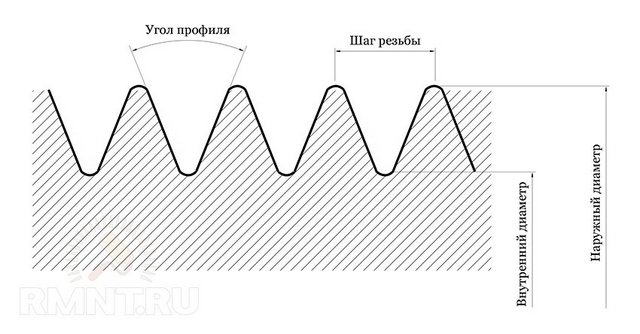 Крок різьби і кут її профілю (для трикутного профілю)Кроком називають відстань між двома однойменними точками сусідніх витків, з виміром, строго паралельним осі різьби.Крок також вказується в довідниках. Він, до речі, може вказуватися в них двояко – або абсолютним числовим значенням (наприклад, 2 мм), або кількістю витків в певному інтервалі (наприклад, 18 витків на дюйм).Тепер – про профіль різьблення. Найчастіше для сполучних вузлів використовується різьблення трикутного профілю. Вона, до речі, і найлегше в самостійної нарізці, і саме її ми і будемо розглядати в основному далі.У сантехніці також можуть використовується різьблення круглого профілю, особливо в тих вузлах, які вимагають досить частою збирання-розбирання.Трапецеїдальні, прямокутні та квадратні, нестандартні, наполегливі і інші різьблення зазвичай знаходять застосування в кінематичних схемах, де виконують роль передавальних ланок. До теми нашої статті вони ніякого стосунку не мають.Кут профілю – має значення, так як в різних стандартах резьб він може відрізнятися. Є, безумовно, різниця і в висоті профілю – вона залежить і про кута, і від кроку різьби. У деяких довідниках її вказують часткою від кроку Р. Наприклад, Н = 0,960491 × РРізьблення може нарізатися на циліндричної або конічної поверхні заготовки. Конічні різьблення дають дуже надійні, добре герметизують з'єднання. Але їх нарізка зазвичай вимагає спеціального устаткування, тому займатися такою операцією в домашній практиці – навряд чи кому доведеться.Далі, одним з параметрів різьби ставати довжина ділянки, на якому вона нарізана. При самостійної нарізці доводиться вирішувати заздалегідь, якої довжини ділянку буде необхідний.
Крок різьби і кут її профілю (для трикутного профілю)Кроком називають відстань між двома однойменними точками сусідніх витків, з виміром, строго паралельним осі різьби.Крок також вказується в довідниках. Він, до речі, може вказуватися в них двояко – або абсолютним числовим значенням (наприклад, 2 мм), або кількістю витків в певному інтервалі (наприклад, 18 витків на дюйм).Тепер – про профіль різьблення. Найчастіше для сполучних вузлів використовується різьблення трикутного профілю. Вона, до речі, і найлегше в самостійної нарізці, і саме її ми і будемо розглядати в основному далі.У сантехніці також можуть використовується різьблення круглого профілю, особливо в тих вузлах, які вимагають досить частою збирання-розбирання.Трапецеїдальні, прямокутні та квадратні, нестандартні, наполегливі і інші різьблення зазвичай знаходять застосування в кінематичних схемах, де виконують роль передавальних ланок. До теми нашої статті вони ніякого стосунку не мають.Кут профілю – має значення, так як в різних стандартах резьб він може відрізнятися. Є, безумовно, різниця і в висоті профілю – вона залежить і про кута, і від кроку різьби. У деяких довідниках її вказують часткою від кроку Р. Наприклад, Н = 0,960491 × РРізьблення може нарізатися на циліндричної або конічної поверхні заготовки. Конічні різьблення дають дуже надійні, добре герметизують з'єднання. Але їх нарізка зазвичай вимагає спеціального устаткування, тому займатися такою операцією в домашній практиці – навряд чи кому доведеться.Далі, одним з параметрів різьби ставати довжина ділянки, на якому вона нарізана. При самостійної нарізці доводиться вирішувати заздалегідь, якої довжини ділянку буде необхідний.
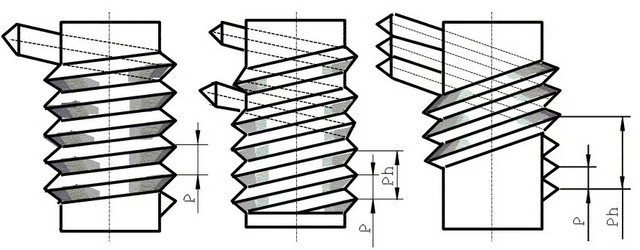 Різниця між однозаходной і многозаходной різьбленнямРізьба частіше буває однозаходной, але існують і багатозахідні стандарти. Тобто різьблення складається з двох або більше паралельно йдуть спіралей. У цьому випадку, крім поняття кроку різьблення Р, є ще і хід різьби Ph – відстань між сусідніми витками одного заходу.Нарешті, різьблення буває права і ліва. До правої ми звикли більше – накручування йде при обертанні за годинниковою стрілкою. Ліва, відповідно, навпаки, для накручування необхідно обертання проти годинникової стрілки. При вказівці параметрів такого різьблення в схемах, таблицях і т.п. до її номіналу зазвичай додається літер L або LH. Зрозуміло, що і для нарізки такого різьблення, якщо в цьому виникне необхідність, буде потрібно спеціальний інструмент.Це були загальні відомості, а тепер перейдемо до тих стандартів, що можуть зустрітися саме на трубах в домашній практиці.
Різниця між однозаходной і многозаходной різьбленнямРізьба частіше буває однозаходной, але існують і багатозахідні стандарти. Тобто різьблення складається з двох або більше паралельно йдуть спіралей. У цьому випадку, крім поняття кроку різьблення Р, є ще і хід різьби Ph – відстань між сусідніми витками одного заходу.Нарешті, різьблення буває права і ліва. До правої ми звикли більше – накручування йде при обертанні за годинниковою стрілкою. Ліва, відповідно, навпаки, для накручування необхідно обертання проти годинникової стрілки. При вказівці параметрів такого різьблення в схемах, таблицях і т.п. до її номіналу зазвичай додається літер L або LH. Зрозуміло, що і для нарізки такого різьблення, якщо в цьому виникне необхідність, буде потрібно спеціальний інструмент.Це були загальні відомості, а тепер перейдемо до тих стандартів, що можуть зустрітися саме на трубах в домашній практиці.
Які стандарти резьб використовується на трубах
Їх, до речі, не так вже й багато. А якщо з переліку виключити ще й ті, що в наших краях практично не зустрічаються, то взагалі залишається всього нічого.метрична різьба
Почнемо розгляд, як це не парадоксально, з того стандарту, якому на трубах робити, в принципі, і нічого. А саме – з метричної різьби. А причина цього – надзвичайно широке, можна сказати – домінуюче поширення саме метричної різьби в оточенні людини. Хоч куди глянь – всюди нарвёшься саме на неї. Схема метричної різьби. Для монтажу труб вона не використовуєтьсяВже з назви зрозуміло, що її одиницями виміру є похідні від метра – зокрема, міліметри. Так це різьблення і позначається на схемах і в кресленнях. Для всіх діаметрів зберігається загальний кут профілю в 60 °.Наприклад, М20 буде позначати метричну різьбу з зовнішнім діаметром 20 мм.Позначення, крім того, може доповнюватися зазначенням кроку різьблення, так як з ним можуть бути варіанти – для різних цілей застосовуються великий і кілька дрібних шан = гов. Наприклад, у згаданому вище прикладі крок не вказано, значить, використовується великий. Для даного діаметра він становить 2.5мм.Але для цього ж діаметру стандартом передбачено ще п'ять (!) Різних кроків різьблення: 2, 1.5, 1, 0.75 і 0.5 мм. Тому прийнято при необхідності доповнювати інформацію зазначенням кроку:М20 × 1.75До лівосторонньої різьбі додається позначення LH.Закінчується маркування часто ще й вказівкою полів допуску: цифра і латинська буква G або H (великі літери – для гайок, малі – для болтів). Чим менше цифра, тим вище клас точності виготовлення виробу.наприклад: М25 × 1.5-6G означає «внутрішня правобічна метрична різьба з зменшеним кроків 1.5 мм».Для всіх діаметрів і кроків метричної різьби зберігається загальний кут профілю в 60 °. Це важливо!Різноманітність діаметрів метричних резьб – надзвичайно широко, в тому числі і в межах того умовного діапазону труб, з яким найчастіше доводиться стикатися домашнім майстрам (візьмемо навскидку приблизно від 10 до 50 мм). Зверніть увагу – тут мова йде саме про зовнішньому діаметрі труби.Може трапитися навіть так, що коли-то людина, яка не знає тонкощів різьбових стандартів, нарізав десь на трубі саме метричну різьбу, чого, звичайно, не повинен був робити. І спроби сполучити це «спадок» з деталями «правильного» трубного стандарту заздалегідь приречені на невдачу. Чи не збігається ні кут профілю, ні його висота, ні крок!Тому потрібен, як то кажуть, «недремне око» щоб не сплутати тісно сусідять за розмірами і по «близькості до людини» стандарти. І вміння відрізнити одне від іншого.А в цьому питанні, до речі, більше допомагає навіть не штангенциркуль (діаметри можуть відрізнятися дуже ненабагато, і є шанс помилитися), а визначення кроку витка. Наприклад, на різьбовому ділянці труби відраховується 10 витків з позначкою маркером, а потім змиритися довжина ділянки, на якому вони розташувалися. Розділивши його на 10 – отримаємо величину кроку.У додатку до даної статті буде дана таблиця – витяг з загальної таблиці стандартних розмірів метричних резьб в діапазоні від М10 до М50.Отже, повторимося – метрична різьба НЕ Є трубним стандартом. І якщо в ході монтажу або ремонту трубних комунікацій вам раптом попадається на шляху метричний вузол – знайте, що це аномалія, швидше за все, кимось допущена помилково. Має бути або зрізати це «непорозуміння», щоб виправити відразу на правильний стандарт. Або, якщо прибрати це неможливо, використовувати «відповідну частину» також метричну, але з обов'язковим подальшим переходом на нормальний трубний стандарт.
Схема метричної різьби. Для монтажу труб вона не використовуєтьсяВже з назви зрозуміло, що її одиницями виміру є похідні від метра – зокрема, міліметри. Так це різьблення і позначається на схемах і в кресленнях. Для всіх діаметрів зберігається загальний кут профілю в 60 °.Наприклад, М20 буде позначати метричну різьбу з зовнішнім діаметром 20 мм.Позначення, крім того, може доповнюватися зазначенням кроку різьблення, так як з ним можуть бути варіанти – для різних цілей застосовуються великий і кілька дрібних шан = гов. Наприклад, у згаданому вище прикладі крок не вказано, значить, використовується великий. Для даного діаметра він становить 2.5мм.Але для цього ж діаметру стандартом передбачено ще п'ять (!) Різних кроків різьблення: 2, 1.5, 1, 0.75 і 0.5 мм. Тому прийнято при необхідності доповнювати інформацію зазначенням кроку:М20 × 1.75До лівосторонньої різьбі додається позначення LH.Закінчується маркування часто ще й вказівкою полів допуску: цифра і латинська буква G або H (великі літери – для гайок, малі – для болтів). Чим менше цифра, тим вище клас точності виготовлення виробу.наприклад: М25 × 1.5-6G означає «внутрішня правобічна метрична різьба з зменшеним кроків 1.5 мм».Для всіх діаметрів і кроків метричної різьби зберігається загальний кут профілю в 60 °. Це важливо!Різноманітність діаметрів метричних резьб – надзвичайно широко, в тому числі і в межах того умовного діапазону труб, з яким найчастіше доводиться стикатися домашнім майстрам (візьмемо навскидку приблизно від 10 до 50 мм). Зверніть увагу – тут мова йде саме про зовнішньому діаметрі труби.Може трапитися навіть так, що коли-то людина, яка не знає тонкощів різьбових стандартів, нарізав десь на трубі саме метричну різьбу, чого, звичайно, не повинен був робити. І спроби сполучити це «спадок» з деталями «правильного» трубного стандарту заздалегідь приречені на невдачу. Чи не збігається ні кут профілю, ні його висота, ні крок!Тому потрібен, як то кажуть, «недремне око» щоб не сплутати тісно сусідять за розмірами і по «близькості до людини» стандарти. І вміння відрізнити одне від іншого.А в цьому питанні, до речі, більше допомагає навіть не штангенциркуль (діаметри можуть відрізнятися дуже ненабагато, і є шанс помилитися), а визначення кроку витка. Наприклад, на різьбовому ділянці труби відраховується 10 витків з позначкою маркером, а потім змиритися довжина ділянки, на якому вони розташувалися. Розділивши його на 10 – отримаємо величину кроку.У додатку до даної статті буде дана таблиця – витяг з загальної таблиці стандартних розмірів метричних резьб в діапазоні від М10 до М50.Отже, повторимося – метрична різьба НЕ Є трубним стандартом. І якщо в ході монтажу або ремонту трубних комунікацій вам раптом попадається на шляху метричний вузол – знайте, що це аномалія, швидше за все, кимось допущена помилково. Має бути або зрізати це «непорозуміння», щоб виправити відразу на правильний стандарт. Або, якщо прибрати це неможливо, використовувати «відповідну частину» також метричну, але з обов'язковим подальшим переходом на нормальний трубний стандарт.
Про нього зараз і піде мова.
G – Циліндрична трубне різьблення
Міжнародне позначення – BSPP (від англійського «British Standard Pipe Parallel thread»). В якості основи для створення стандарту послужила різьблення BSW (від англійського «British Standard Whitworth» – так звана «різьблення Вітворта»).У вітчизняній системі стандартизації «підпорядковується» ГОСТ 6357-81.Напевно, зрозуміло, що раз стандарт породжений в Британії, то він заснований на дюймовому обчисленні. Так воно і є, і його часто так і називають – трубним дюймовим.Ось про цей стандарт можна сказати впевнено, що при роботі з водопровідними або газовими сталевими трубами домашньому майстру з ймовірністю в 95% доведеться мати справу саме з ним. І, до речі, саме в цьому стандарті виконані різьблення на всій надходить в продаж сантехнічної арматури. Бронзова, латунна або сталева сантехнічна арматура, як правило, оснащується внутрішньою або зовнішньою різьбою саме в стандарті BSPP.Так що при проведенні ремонтних або монтажних робіт для самостійного створення сполучних вузлів якраз і доводиться вдаватися до нарізки трубного різьблення саме цього стандарту.
Бронзова, латунна або сталева сантехнічна арматура, як правило, оснащується внутрішньою або зовнішньою різьбою саме в стандарті BSPP.Так що при проведенні ремонтних або монтажних робіт для самостійного створення сполучних вузлів якраз і доводиться вдаватися до нарізки трубного різьблення саме цього стандарту.
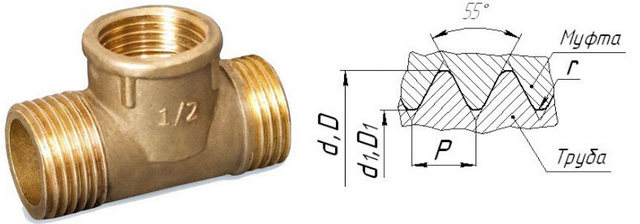 Схема циліндричного трубного різьблення стандарту BSPPУ чому його основні особливості.
Схема циліндричного трубного різьблення стандарту BSPPУ чому його основні особливості.
- По-перше, він виділяється з великої літери G в позначенні різьби.
- По-друге, обчислення діаметрів йде в дюймової системі. І що дуже важливо – це не зовнішній діаметр труби, а діаметр її умовного проходу. Відлік ведеться з ⅟₁₆ і до максимальних 6 дюймів. Труби з великим діаметром чи не скручуються, а зварюються.
- По-третє, відрізняється різьблення від метричної і кутом профілю – він становить 55 °. А вершина профілю закінчується кілька округленим зрізом.
- По-четверте, крок різьблення має всього чотири значення – він наростає з ростом діаметрів. При цьому кожному значенню діаметру труби відповідає тільки одне значення кроку, тобто немає «дроблення» на звичайний і зменшений крок.
R – трубна конічна різьблення
Міжнародне позначення – BSPT (British Standard Pipe Taper thread). Цей стандарт також розроблений на основі BSW.За вітчизняної стандартизації «підпорядковується» ГОСТ 6211-81. Геометрія конічної трубної різьбиЗа своєю геометрії конічна трубна різьба цього стандарту дуже схожа з циліндричної – зберігається той же крок (відповідний діаметру труби) і кут профілю – 55 °. Але тільки нарізка здійснюється на конусної поверхні з ухилом 1:16 (або 3 ° 34'48 ")Мало того, в певних обставинах допускається навіть з'єднання деталей з внутрішньої циліндричної BSPP і зовнішньої конічної BSPT різьбленням.Конічна різьба забезпечує підвищену надійність зібраних сполучних вузлів. Ущільнення досягається деяким замятием витків різьби зі створенням додаткових напружень.Умовне позначення – латинська буква R. Причому, просто R говорить про те, що це зовнішня різьба (що на трубах зустрічається набагато частіше), а Rс – внутрішня, більше притаманна з'єднувальним муфтам, трійникам, відводів та іншої арматури. Після букви вказується в дюймах діаметр умовного проходу.Як і раніше, абревіатура LH скаже про те, що виріб має ліву різьбу.
Геометрія конічної трубної різьбиЗа своєю геометрії конічна трубна різьба цього стандарту дуже схожа з циліндричної – зберігається той же крок (відповідний діаметру труби) і кут профілю – 55 °. Але тільки нарізка здійснюється на конусної поверхні з ухилом 1:16 (або 3 ° 34'48 ")Мало того, в певних обставинах допускається навіть з'єднання деталей з внутрішньої циліндричної BSPP і зовнішньої конічної BSPT різьбленням.Конічна різьба забезпечує підвищену надійність зібраних сполучних вузлів. Ущільнення досягається деяким замятием витків різьби зі створенням додаткових напружень.Умовне позначення – латинська буква R. Причому, просто R говорить про те, що це зовнішня різьба (що на трубах зустрічається набагато частіше), а Rс – внутрішня, більше притаманна з'єднувальним муфтам, трійникам, відводів та іншої арматури. Після букви вказується в дюймах діаметр умовного проходу.Як і раніше, абревіатура LH скаже про те, що виріб має ліву різьбу.
 Конічна різьба на побутовому рівні зустрічається не так часто, але попастися все-таки може.Представляти таблицю з розмірами конічної трубної різьби особливої необхідності не бачиться. По-перше, вона багато в чому повторює трубну циліндричну. По-друге, стикатися з конічною різьбою в своїй домашній практиці господареві доведеться, швидше за все, нечасто. Зазвичай вона зустрічається в передбачених гніздах для вкручуючи штуцерів контрольно-вимірювальних приладів, або в перехідниках (вкрутних з'єднаннях) для створення ліній підвищеного тиску, наприклад, в гідравлічному обладнанні. І по-третє, навіть якщо раптом буде потрібно, самостійно трубну конічну різьбу нарізають так само, як і циліндричну, але тільки використовуючи спеціальні плашки. І прикладаючи трохи більше зусиль.
Конічна різьба на побутовому рівні зустрічається не так часто, але попастися все-таки може.Представляти таблицю з розмірами конічної трубної різьби особливої необхідності не бачиться. По-перше, вона багато в чому повторює трубну циліндричну. По-друге, стикатися з конічною різьбою в своїй домашній практиці господареві доведеться, швидше за все, нечасто. Зазвичай вона зустрічається в передбачених гніздах для вкручуючи штуцерів контрольно-вимірювальних приладів, або в перехідниках (вкрутних з'єднаннях) для створення ліній підвищеного тиску, наприклад, в гідравлічному обладнанні. І по-третє, навіть якщо раптом буде потрібно, самостійно трубну конічну різьбу нарізають так само, як і циліндричну, але тільки використовуючи спеціальні плашки. І прикладаючи трохи більше зусиль.
Інші стандарти трубних різьб
Про них – коротко, тому що ймовірність того, що домашньому майстру колись доведеться займатися самостійною нарізкою таких нарізки – практично нульова.- У деяких сантехнічних виробах (кранах, змішувачах, засувках і т.п.) можуть зустрічатися деталі з круглою різьбою. У неї – своєрідний профіль, утворений дугами кіл, з'єднаних прямими під кутом в 30 °
 Профіль круглої різьби – досить складний і рясніє різними геометричними параметрамиПозначення такого різьблення – літери Кр, після які вказуються число ші номінали.Такий тип різьблення зазвичай використовується на тих з'єднаннях, які вимагають частого розкручування, але без втрати надійності та герметизуючих якостей.Природно, такий стандарт ні з яким іншим несумісний. Але і займатися нарізкою такого різьблення – точно не доведеться.
Профіль круглої різьби – досить складний і рясніє різними геометричними параметрамиПозначення такого різьблення – літери Кр, після які вказуються число ші номінали.Такий тип різьблення зазвичай використовується на тих з'єднаннях, які вимагають частого розкручування, але без втрати надійності та герметизуючих якостей.Природно, такий стандарт ні з яким іншим несумісний. Але і займатися нарізкою такого різьблення – точно не доведеться.- Існує ще кілька типів трубних різьб, з позначеннями NPSM (циліндрична), NPT, NPTF (конічні) Всі вони відповідають американським стандартом NSI / ASME B1.20.1.
Як на практиці визначити стандарт різьблення?
В ході проведення ремонтних або монтажних робіт цілком може виникнути ситуація, коли трапляється деталь з різьбою, по якій немає твердої впевненості в її стандарті і розмірах. Як бути?- Ті майстри, які постійно займаються різьбовими з'єднаннями на професійній основі, і досить часто зустрічаються з такою проблемою, як правило, мають у своєму «арсеналі» спеціальний набір різьбових шаблонів, причому – для різних стандартів.
 Набір шаблонів для визначення стандарту і розміру різьбиДосить знайти той шаблон, що ідеально співпаде з профілем різьблення на деталі. А потім залишиться тільки прочитати маркування, нанесену на цей шаблон.
Набір шаблонів для визначення стандарту і розміру різьбиДосить знайти той шаблон, що ідеально співпаде з профілем різьблення на деталі. А потім залишиться тільки прочитати маркування, нанесену на цей шаблон.- У домашньому наборі інструментів такої шаблон, напевно, необов'язковий. Але, задумуючи якісь монтажні і ремонтні роботи, в ході яких маються на увазі різьбові з'єднання труб, рекомендується підготувати свої «шаблони». В їх ролі можуть виступати якісні і свідомо перевірені муфти (для перевірки труб) або згони (для перевірки муфт) потрібних діаметрів.
 Маючи якісні зразки потрібного стандарту різьблення для кожного діаметра завжди можна провести перевірку. Тим більше що на практиці в умовах будинку або квартири найчастіше доводиться мати справу з двома, максимум – трьома діаметрами.Тобто перед складанням кожного вузла є сенс витратити кілька секунд, щоб «прогнати» зразок по різьбі і переконатися в її якості і «адекватності». Якщо зустрічається опір – можливо, не той стандарт.
Маючи якісні зразки потрібного стандарту різьблення для кожного діаметра завжди можна провести перевірку. Тим більше що на практиці в умовах будинку або квартири найчастіше доводиться мати справу з двома, максимум – трьома діаметрами.Тобто перед складанням кожного вузла є сенс витратити кілька секунд, щоб «прогнати» зразок по різьбі і переконатися в її якості і «адекватності». Якщо зустрічається опір – можливо, не той стандарт.- За ідеєю, можна визначити різьблення і промером її зовнішнього діаметра за допомогою штангенциркуля. Але так можна і помилитися, тому що показники D = d в різних стандартах хоч і відрізняються, але можуть бути і дуже близькі.
 Навіть електронний штангенциркуль в даному випадку не дає однозначної відповіді. Так, для дюймового різьблення стандарту NPSM цей діаметр (D) має дорівнювати 33,228, для такої ж, але стандарту BSPP – 33,249 мм. А адже недалеко ще й М33 …Щоб отримати однозначну картину, потрібно проміряти ще і крок різьблення. Під є, в залежності від стандарту, або дізнатися його абсолютне значення в міліметрах (як це робиться – вже згадувалося вище), або прорахувати, скільки витків ( «ниток») різьблення укладається на ділянці, довжиною в дюйм.Підрахунок кількості витків в дюймі (або, навпаки, довжини, яку складуть десять міжвиткових відстаней) буде проводити, напевно, зручніше, якщо «прокатати» різьблення по чистому аркушу паперу, так, щоб добре відбився рельєф. А потім буде досить лінійки і добре відточеної олівця. Якщо немає дюймової лінійки, то відміряється ділянку для підрахунку довжиною в 25,4 мм.
Навіть електронний штангенциркуль в даному випадку не дає однозначної відповіді. Так, для дюймового різьблення стандарту NPSM цей діаметр (D) має дорівнювати 33,228, для такої ж, але стандарту BSPP – 33,249 мм. А адже недалеко ще й М33 …Щоб отримати однозначну картину, потрібно проміряти ще і крок різьблення. Під є, в залежності від стандарту, або дізнатися його абсолютне значення в міліметрах (як це робиться – вже згадувалося вище), або прорахувати, скільки витків ( «ниток») різьблення укладається на ділянці, довжиною в дюйм.Підрахунок кількості витків в дюймі (або, навпаки, довжини, яку складуть десять міжвиткових відстаней) буде проводити, напевно, зручніше, якщо «прокатати» різьблення по чистому аркушу паперу, так, щоб добре відбився рельєф. А потім буде досить лінійки і добре відточеної олівця. Якщо немає дюймової лінійки, то відміряється ділянку для підрахунку довжиною в 25,4 мм.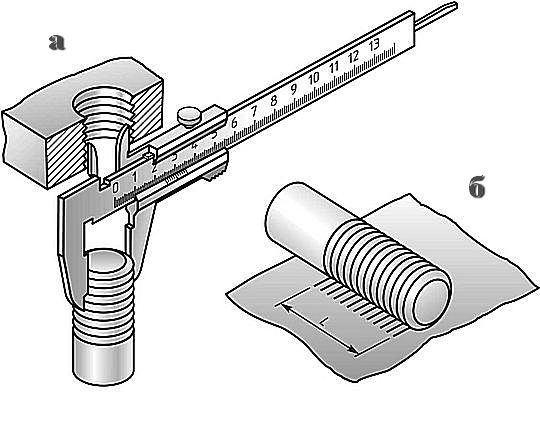 Ось така подвійна дія вже призведе до однозначного результатуТобто штангенциркулем спочатку просто різко скорочується область пошуку. А друга дія, тобто вимір кроку різьблення, вже напевно дасть однозначну відповідь про розмір і стандарті різьблення.
Ось така подвійна дія вже призведе до однозначного результатуТобто штангенциркулем спочатку просто різко скорочується область пошуку. А друга дія, тобто вимір кроку різьблення, вже напевно дасть однозначну відповідь про розмір і стандарті різьблення.
Самостійна нарізкарізьблення на трубі
Що буде необхідно для роботи?
Для нарізки різьблення в умовах серійного виробництва зазвичай застосовується спеціальне верстатне обладнання. Зрозуміло, що для домашніх умов воно не підійде. А воно й не потрібно – за допомогою ручного резьбонарезного інструменту цілком можна отримати анітрохи не гірший результат. Клупп зі змінними головками і плашка на ¾ дюйма з воротком-держателемДо таких пристосуванням можна віднести цільні або розбірні плашки з воротка, або ж більш досконалий інструмент – ручний Клупи.Крім того, для нарізки різьблення на трубах буде потрібно підготувати ще деякі інструменти, в залежності від умов, в яких доводиться обробляти заготовки:
Клупп зі змінними головками і плашка на ¾ дюйма з воротком-держателемДо таких пристосуванням можна віднести цільні або розбірні плашки з воротка, або ж більш досконалий інструмент – ручний Клупи.Крім того, для нарізки різьблення на трубах буде потрібно підготувати ще деякі інструменти, в залежності від умов, в яких доводиться обробляти заготовки:
- Для проведення різу труби використовується спеціальний труборіз (дає найточніший результат) або шліфмашінка- «болгарка» з відрізним диском.
 Найкращі результати при обрізанні труб дають ручні труборізи. Але вони є не у всіх, а крім того, не скрізь таїмо інструментом і подлезешь. Так що надія найчастіше – на болгарку.
Найкращі результати при обрізанні труб дають ручні труборізи. Але вони є не у всіх, а крім того, не скрізь таїмо інструментом і подлезешь. Так що надія найчастіше – на болгарку. - Нарізкарізьблення вимагає якісної фаски на обрізаному торці труби. Тобто необхідний напилок або шліфувальний круг для «болгарки».
- Різьблення краще нарізати на чисту ділянку труби. Тобто якщо доводиться працювати зі старими трубами, необхідно подумати, чим очищати (механічно або хімічно) їх від старої фарби і іржі. Металеві щітки, змивки, ганчір'я тощо?
 Найбільш, мабуть, надійний спосіб фіксації заготовки для нарізки різьблення – трубні лещата
Найбільш, мабуть, надійний спосіб фіксації заготовки для нарізки різьблення – трубні лещата - Нарізкарізьблення потребує докладання чималих механічних зусиль. І в цей же час заготовка повинна залишатися нерухомою. Тобто для її фіксації потрібно лещата (краще, звичайно, трубні).
 Газовий ключ – незамінний інструмент при будь-яких сантехнічних роботах.
Газовий ключ – незамінний інструмент при будь-яких сантехнічних роботах. - Якщо доводиться нарізати різьбу «за місцем», тобто на вже раніше змонтованій ділянці водопроводу, доведеться вдаватися до утримання труби в нерухомому стані за допомогою газового ключа. Втім, газовий ключ при таких роботах буде потрібен так чи інакше, і можливо – навіть не один.
- Різання металу вимагає регулярної змащення робочої області, тобто під рукою повинно бути або моторне масло, або технічний вазелін.
- Готову різьблення необхідно буде очистити від дрібних металевих тирси, сміття, залишків олії. Може стати в нагоді м'яка коротка щітка (типу старої зубної) і чиста ганчір'я.
Нарізка трубного різьблення за допомогою плашки
Що таке плашка?Це металевий диск певної товщини, в якому вирізані фігурні отвори – одне центральне, робоче, і кілька розмістилися по колу, по типу «пелюсток квітки», призначених для відводу стружки. Це поєднання створює розташовані по колу робочі поверхні, на яких при виробництві формуються ріжучі кромки, що відповідають профілю різьблення потрібного розміру і стандарту.Зрозуміло, що матеріалом виготовлення плашок служить високоякісна швидкоріжуча (Р18, Р6М5, Р6М5К5, Р6М5К8) або легована (9ХС, ХВСГФ) сталь, так як їй доведеться обробляти більш податливі марки стали, з яких виробляють труби ВГП. Для нарізки різьблення на трубах з нержавіючої сталі можуть застосовуватися плашки з твердосплавними ріжучими крайками. Плашка для нарізки циліндричного трубного різьблення G1 "Ріжучі кромки (зазвичай це від 8 до 10 витків різьби) виконані з деякою конусностью, тобто з поступовим поглибленням профілю. Це як раз і дозволяє добре «зайти» на трубу першими двома-трьома неглибокими витками, а потім і якісно прорізати весь різьбовій профіль.У комплекті може бути і кілька плашок одного розміру – перший, наприклад, різьблення нарізається начорно, а наступного – вже доводитися до ідеалу.Вище показана цілісна плашка. Вона дає максимально точну обробку. Правда, і вік її не дуже довгий, так як через особливості своєї конструкції вона відчуває максимальні навантаження і напруги.Якщо вимоги до якості різьблення не такі високі, можна використовувати розрізну плашку.
Плашка для нарізки циліндричного трубного різьблення G1 "Ріжучі кромки (зазвичай це від 8 до 10 витків різьби) виконані з деякою конусностью, тобто з поступовим поглибленням профілю. Це як раз і дозволяє добре «зайти» на трубу першими двома-трьома неглибокими витками, а потім і якісно прорізати весь різьбовій профіль.У комплекті може бути і кілька плашок одного розміру – перший, наприклад, різьблення нарізається начорно, а наступного – вже доводитися до ідеалу.Вище показана цілісна плашка. Вона дає максимально точну обробку. Правда, і вік її не дуже довгий, так як через особливості своєї конструкції вона відчуває максимальні навантаження і напруги.Якщо вимоги до якості різьблення не такі високі, можна використовувати розрізну плашку.
 Розрізна плашка – більш живуча, але менш точнаНаявний на ній радіальні розріз надає плашки деякі амортизуючі функції. В результаті ріже частина зношується менше, правда, за рахунок точності получающейся різьблення.Природно, щоб забезпечувати обертання плашки навколо оброблюваної труби з вибіркою різьблення, потрібен якийсь її надійно кріплення і важіль для прикладання сили. Найпростіший варіант – це комірець з гніздом для плашок певного зовнішнього діаметра, і декількома стопорними гвинтами, що забезпечують надійну фіксацію плашки в цьому гнізді.
Розрізна плашка – більш живуча, але менш точнаНаявний на ній радіальні розріз надає плашки деякі амортизуючі функції. В результаті ріже частина зношується менше, правда, за рахунок точності получающейся різьблення.Природно, щоб забезпечувати обертання плашки навколо оброблюваної труби з вибіркою різьблення, потрібен якийсь її надійно кріплення і важіль для прикладання сили. Найпростіший варіант – це комірець з гніздом для плашок певного зовнішнього діаметра, і декількома стопорними гвинтами, що забезпечують надійну фіксацію плашки в цьому гнізді.
 Воротки бувають великими і маленькими. Кожен з них може «обслуговувати» плашки під кілька діаметрів. Наприклад, для нашого випадку найбільш зручним буде G ½ »÷ G 1".На воротки обов'язково є рукоятки, дві або навіть більше. Дуже часто передбачається можливість зняття цих рукояток. Таке буває потрібно при нарізці різьблення на трубі біля стіни, коли неможливо робити повний оборот рукоятки.Отже, як проходить нарізкарізьблення за допомогою плашки.
Воротки бувають великими і маленькими. Кожен з них може «обслуговувати» плашки під кілька діаметрів. Наприклад, для нашого випадку найбільш зручним буде G ½ »÷ G 1".На воротки обов'язково є рукоятки, дві або навіть більше. Дуже часто передбачається можливість зняття цих рукояток. Таке буває потрібно при нарізці різьблення на трубі біля стіни, коли неможливо робити повний оборот рукоятки.Отже, як проходить нарізкарізьблення за допомогою плашки.
- Насамперед готується ділянку труби, на якому повинна нарізатися різьблення. Площина відрізаного торця повинна бути перпендикулярна осі труби. На ділянці нарізки по можливості максимально забирається стара фарба і іржа.
- Труба повинна бути надійно закріплена в лещатах. До її торцевої частини залишається зручний підхід – і для обробки торця, і для нарізки. Гірше, якщо доводиться нарізати різьбу прямо за місцем. У таких випадках часто вдаються до залучення помічника, який буде утримувати трубу газовим ключем. Досвідчені майстри справляються і поодинці, тим більше що часто умови роботи такі, що іншій людині місця просто не залишається.
- Наступний крок – це доведення торця до ідеалу і подальше зняття фаски. Без цього скоса ріжучих крайок плашки буде дуже складно якісно «зачепитися» за метал, не допускаючи перекосу.
 Найчастіше фаску знімають за допомогою «болгарки», встановивши на неї шліфувальний круг.Зазвичай в хід пускається шліфувальний круг «болгарки». Хоча, зізнатися, ручна робота напилком часом дає куди більш якісний результат.
Найчастіше фаску знімають за допомогою «болгарки», встановивши на неї шліфувальний круг.Зазвичай в хід пускається шліфувальний круг «болгарки». Хоча, зізнатися, ручна робота напилком часом дає куди більш якісний результат.- Область нарізки змащується маслом або технічним вазеліном.
- Після цього починається сам процес нарізки. У держатель встановлюється первинна плашка для чорнового проходу (якщо так передбачено комплектом). Фіксують фінти щільно затягуються.
- Плашку підводять до зрізу труби таким чином, щоб її площину була перпендикулярна осі труби. Це – надзвичайно відповідальний і, мабуть, найскладніший момент у всій процедурі. Якщо допустити перекіс, то різьблення вийде нерівною, неякісної, і роботу доведеться переробляти. Тобто саме на цій операції повинна бути виключена будь б то не була поспіх.
- З рівномірним підтисканням плашки до торця труби уздовж осі, починають обертання ріжучого інструменту за годинниковою стрілкою. Важливо, щоб вийшов якісний рівний візит різальних крайок на тіло труби. Так як спочатку рельєф цих крайок зменшений, вони зайдуть на горизонтальну ділянку труби і переріжуть на ньому перші борозни, по яких далі вже буде легше рухатися.
- Коли відчулося, що візит виконаний, пройдено два – три витка, можна кілька активізувати нарізку, так як напрямок задано, і навряд чи плашка тепер встане на перекіс. Втім, і тут поспішати не слід – швидкістю абсолютно нічого не виграєш. Просто прикладаються більш серйозні зусилля, так як в роботу вступають ріжучі кромки центральній частині плашки, які поглиблюють пройдені борозни.
 Після того як виконаний якісний, рівний візит ріжучими крайками на трубу, процес стає простіше
Після того як виконаний якісний, рівний візит ріжучими крайками на трубу, процес стає простіше - Рекомендується після повного обороту вперед робити півоберта назад. Це дозволяє звільнити область різу від стружки і полегшує роботу.
 В ході нарізки різьблення робоча область повинна періодично змащувати
В ході нарізки різьблення робоча область повинна періодично змащувати - В ході нарізки стежать, щоб робоча область і не залишалася сухий – виробляють додаткове змазування. Для цього до речі, зручні аерозольні балончики з рідким мастилом.Своєчасне змащування робить різьблення якісніше, чистіше, а інструмент – набагато довговічніше.
- Після повного проходу по наміченої довжині ділянки плашку скручують. Нарізаний ділянку відразу ж необхідно очистити від залишків стружки. Для цього можна використовувати щітку з полімерним ворсом або пензлик.
 До речі, хороший господар не почне роботи, поки не переконається, що на плашки немає залишків стружки. Та й ніколи не прибере в ящик неочищений інструмент.
До речі, хороший господар не почне роботи, поки не переконається, що на плашки немає залишків стружки. Та й ніколи не прибере в ящик неочищений інструмент. - Далі, якщо це так передбачено, береться плашка №2 для більш точної обробки профілю різьби. Тут вже простіше – головне, акуратно завести її на чорнову різьбу. А сам принцип нарізки – не змінюється.
Використання плашки з утримувачем-тріскачкою
Плашки самі по собі дають дуже якісний результат. Але є у них і важливий недолік – досить складно виконати рівний візит, на чому вже наголошувалося вище. А якщо при цьому нарізати різьбу доводиться на трубі біля стіни, то домогтися одночасно нерухомості заготовки, щільного притиску плашки без перекосів і додатки потрібного обертального зусилля – дуже непросто!Завдання спрощується, якщо використовувати спеціальний утримувач для плашок, з подовженим корпусом для центрування і з тріскачкою для передачі крутного моменту. Такі вироби можна знайти в магазині, і покупка, за словами досвідчених майстрів, себе повністю виправдовує. Результати виходять навіть краще, ніж з використанням КЛУПП.Зустрічаються і саморобні власники подібного типу, і вони, до речі, користуються дуже широким попитом.Подивимося на картинку: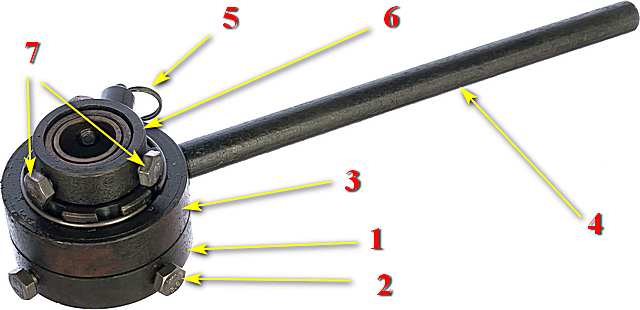 Загальний пристрій держателя з тріскачкоюВідразу видно масивний корпус інструменту. Явно помітні три відділи корпусу. У нижньому (поз. 1) встановлюється плашка, як і в звичайному тримачі, і фіксується в ньому болтами (поз. 2).Середня частина – це корпус механізму тріскачки. До неї ж закріплена довга рукоятка (поз. 4) – важіль для передачі обертального моменту. Трохи вище розташований перемикач положення тріскачки (поз. 5) – на закручування або відкручування.Вище розташований ще один циліндричний відділ корпусу (поз. 6), єдине завдання якого – це центрування інструменту на трубі перед початком і під час нарізки різьблення. Він має своєрідну висувну (різьбову) конструкцію. Передбачено три болта, рознесені по вершинах рівностороннього трикутника – з їх допомогою можна і перенастроювати центрування при зміні плашки на інший діаметр і здійснювати попередню фіксацію приладу на трубі. За рахунок такої конструкції процес нарізки стає набагато простіше, навіть в умовах обмеженого простору.Інструмент надягають на підготовлену до нарізки різьблення трубу стороною з центром подовженням. Тобто плашка при цьому виявляється зовні. Напрямна втулка центр частині приладу відкручується на певну відстань від корпусу тріскачки, а потім трьома болтами фіксується на трубі. Цього буває достатньо, щоб плашка практично повністю прийняла необхідне положення для якісного заходу різальних крайок. Невеликий поступальний притиск уздовж осі з одночасним обертанням через важіль – і справа піде. Тим більше, що зусилля можна прикладати на рукоятку в найбільш зручному для себе секторі – в тому-то і гідність тріскачки. А при переміщенні корпус держателя як ніби «притягується» до зафіксованої болтами направляючої втулці, так як теж пов'язаний з нею різьбленням.Тому зазвичай ніяких труднощів не трапляється: та ж послідовна нарізка з чергуванням прямого і реверсивного обертання (для цього доведеться перемикати тріскачку), і регулярної мастилом робочої області.Якщо довжини первинного виходу направляючої виявилося недостатньо (потрібен довгий ділянку різьблення), то її можна переставити далі і знову зафіксувати трьома болтами.При необхідності – використовується плашка №2, і т.д.Робота з таким Плашкотримач, причому, в досить складних умовах, продемонструвавши в пропонованому відеосюжеті:
Загальний пристрій держателя з тріскачкоюВідразу видно масивний корпус інструменту. Явно помітні три відділи корпусу. У нижньому (поз. 1) встановлюється плашка, як і в звичайному тримачі, і фіксується в ньому болтами (поз. 2).Середня частина – це корпус механізму тріскачки. До неї ж закріплена довга рукоятка (поз. 4) – важіль для передачі обертального моменту. Трохи вище розташований перемикач положення тріскачки (поз. 5) – на закручування або відкручування.Вище розташований ще один циліндричний відділ корпусу (поз. 6), єдине завдання якого – це центрування інструменту на трубі перед початком і під час нарізки різьблення. Він має своєрідну висувну (різьбову) конструкцію. Передбачено три болта, рознесені по вершинах рівностороннього трикутника – з їх допомогою можна і перенастроювати центрування при зміні плашки на інший діаметр і здійснювати попередню фіксацію приладу на трубі. За рахунок такої конструкції процес нарізки стає набагато простіше, навіть в умовах обмеженого простору.Інструмент надягають на підготовлену до нарізки різьблення трубу стороною з центром подовженням. Тобто плашка при цьому виявляється зовні. Напрямна втулка центр частині приладу відкручується на певну відстань від корпусу тріскачки, а потім трьома болтами фіксується на трубі. Цього буває достатньо, щоб плашка практично повністю прийняла необхідне положення для якісного заходу різальних крайок. Невеликий поступальний притиск уздовж осі з одночасним обертанням через важіль – і справа піде. Тим більше, що зусилля можна прикладати на рукоятку в найбільш зручному для себе секторі – в тому-то і гідність тріскачки. А при переміщенні корпус держателя як ніби «притягується» до зафіксованої болтами направляючої втулці, так як теж пов'язаний з нею різьбленням.Тому зазвичай ніяких труднощів не трапляється: та ж послідовна нарізка з чергуванням прямого і реверсивного обертання (для цього доведеться перемикати тріскачку), і регулярної мастилом робочої області.Якщо довжини первинного виходу направляючої виявилося недостатньо (потрібен довгий ділянку різьблення), то її можна переставити далі і знову зафіксувати трьома болтами.При необхідності – використовується плашка №2, і т.д.Робота з таким Плашкотримач, причому, в досить складних умовах, продемонструвавши в пропонованому відеосюжеті:
Відео: Нарізка різьби в вкрай незручному місці за допомогою Плашкотримач з тріскачкою
Нарізкарізьблення за допомогою Клупи
Клупп – це інструмент для нарізання різьби, в якому плашки мають розбірну конструкцію. Чотири її ріжучих сегмента встановлюються в спеціальному корпусі і фіксуються в ньому. Так виходить головка КЛУПП під певний діаметр різьби. Збірка головки Клупи1 – чотири різця, складові розбірну плашку. Зручність у тому, що при сильному зносі їх можна міняти на нові.2 – Різці встановлені в гнізда корпусу головки. При цьому дотримується певна послідовність, обумовлену виробником.3 – зверху корпус закривається металевою кришкою.4 – після фіксації кришки гвинтами – головка готова до роботи.
Збірка головки Клупи1 – чотири різця, складові розбірну плашку. Зручність у тому, що при сильному зносі їх можна міняти на нові.2 – Різці встановлені в гнізда корпусу головки. При цьому дотримується певна послідовність, обумовлену виробником.3 – зверху корпус закривається металевою кришкою.4 – після фіксації кришки гвинтами – головка готова до роботи.
 Головка КЛУПП в зборі.У кожної головки Клупи є подовжений хвостовик, що дозволяє центрувати інструмент на трубі перед початком нарізки. На зовнішній стороні цього хвостовика є шліци для передачі обертального зусилля через ручну тріскачку або механічний Клупи. Іноді обставини змушує майстрів провертати головку через ці шліци і з додатком зусилля через газовий ключ.
Головка КЛУПП в зборі.У кожної головки Клупи є подовжений хвостовик, що дозволяє центрувати інструмент на трубі перед початком нарізки. На зовнішній стороні цього хвостовика є шліци для передачі обертального зусилля через ручну тріскачку або механічний Клупи. Іноді обставини змушує майстрів провертати головку через ці шліци і з додатком зусилля через газовий ключ.
Відео: Нарізка різьби за допомогою головки Клупи без тріскачки
Для роботи можна придбати або орендувати резьбонарезной набір. Його звичайна комплектація – кілька головок підлогу різні діаметри, тримач з тріскачкою і розбірна штанга – важіль для передачі зусилля. Різьбонарізний набір – Клупи з комплектом змінних головокРобота з КЛУПП особливо нічим не відрізняється від того, про що розповідалося вище. Продумана форма головок дозволяє без особливих проблем відцентрувати їх, тобто поставити правильну площину різу. Рознесені ріжучі кромки зазвичай досить «охоче» заходять на трубу навіть при додатку зовсім невеликого поступального зусилля. Ну а далі – все як завжди, тобто регулярна мастило і чергування прямого і реверсивного обертання до отримання очікуваного результату.До речі, клупи можуть бути і більш досконалими.Наприклад, в середовищі професіоналів, яким доводиться займатися нарізкою різьби багато разів протягом дня, дедалі популярнішими стають електричні компактні клупи. Вони за розмірами бувають приблизно з «болгарку». У них використовуються точно такі ж головки, як і на ручних Клупи, просто обертальний зусилля передається вже не важелем, а приводом.
Різьбонарізний набір – Клупи з комплектом змінних головокРобота з КЛУПП особливо нічим не відрізняється від того, про що розповідалося вище. Продумана форма головок дозволяє без особливих проблем відцентрувати їх, тобто поставити правильну площину різу. Рознесені ріжучі кромки зазвичай досить «охоче» заходять на трубу навіть при додатку зовсім невеликого поступального зусилля. Ну а далі – все як завжди, тобто регулярна мастило і чергування прямого і реверсивного обертання до отримання очікуваного результату.До речі, клупи можуть бути і більш досконалими.Наприклад, в середовищі професіоналів, яким доводиться займатися нарізкою різьби багато разів протягом дня, дедалі популярнішими стають електричні компактні клупи. Вони за розмірами бувають приблизно з «болгарку». У них використовуються точно такі ж головки, як і на ручних Клупи, просто обертальний зусилля передається вже не важелем, а приводом.
Відео: Демонстрація можливостей електричний Клупи «VIRAX 1/2" – 1.1 / 4 "»
Є й універсальні клупи, в яких не потрібно зміни головок. Перенастроювання з одного діаметра різьби на інший відбувається переміщенням регулювальних кілець зі шкалами. При цьому змінюється радіальний вихід різальних крайок. Універсальний Клупи – переміщення регулювальних кілець зі шкалами викликає зміна положення різців. Після цього положення фіксується стопорами – і можна нарізати …Але залишимо це професіоналам …А для початківця цілком буде достатньо звичайного КЛУПП. Плашка з простим власником начебто обійдеться дешевше. Але з КЛУПП набагато менше ймовірність через недосвідченість припуститися помилки.
Універсальний Клупи – переміщення регулювальних кілець зі шкалами викликає зміна положення різців. Після цього положення фіксується стопорами – і можна нарізати …Але залишимо це професіоналам …А для початківця цілком буде достатньо звичайного КЛУПП. Плашка з простим власником начебто обійдеться дешевше. Але з КЛУПП набагато менше ймовірність через недосвідченість припуститися помилки.
Ну а купувати дорогий інструмент з будь-якого приводу в наш час, напевно, немає сенсу. Завжди є можливість пошукати пропозиції по короткостроковій оренді.
А як бути з внутрішнім різьбленням в трубах?
Якщо чесно, то в трубах ВГП нарізати внутрішню різьбу – не прийнято. Для складання будь-яких систем водопроводу, опалення, газопостачання зазвичай буває цілком достатньо усіляких перехідників, відводів, трійників, муфт та інших деталей,які завжди в кінцевому рахунку нагвинчуються на трубу, а не викручуються в неї. Хоча б з тих міркувань, щоб не заужать прохід.Але, звичайно, ситуації можуть бути різними. Наприклад, має бути самостійно виготовити якийсь перехідник або навіть сполучну муфту, придбати які зараз немає ніякої можливості. Але зате є спеціальний різьбонарізний інструмент для внутрішньої різьби – мітчики. Пара мітчиків, чорновий (праворуч) і чистової для внутрішньої трубної циліндричної різьби G ½ ».Мітчики на вигляд трохи нагадують болти. Але різьблення (точніше, ріжучі кромки) на них не суцільна, а виконана сегментами з поздовжніми проточками, що сприяє відведенню стружки. Мітчики також зазвичай випускаються комплектом з двох штук, для чорнового і чистового проходу.Хвостовик мітчика закінчується ділянкою з квадратним перетином, який затискається в спеціальному воротки.
Пара мітчиків, чорновий (праворуч) і чистової для внутрішньої трубної циліндричної різьби G ½ ».Мітчики на вигляд трохи нагадують болти. Але різьблення (точніше, ріжучі кромки) на них не суцільна, а виконана сегментами з поздовжніми проточками, що сприяє відведенню стружки. Мітчики також зазвичай випускаються комплектом з двох штук, для чорнового і чистового проходу.Хвостовик мітчика закінчується ділянкою з квадратним перетином, який затискається в спеціальному воротки.
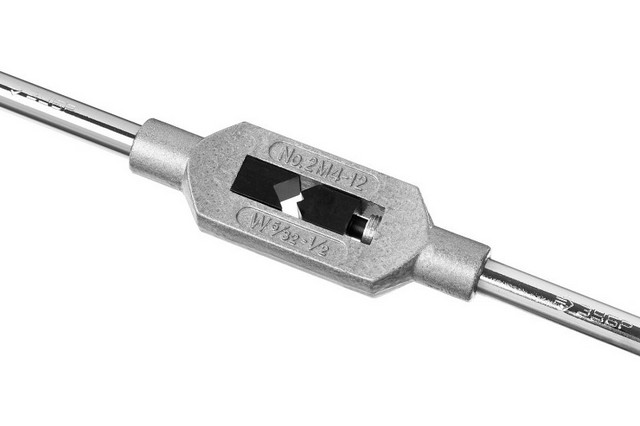 Вороток (держатель) для установки мітчикаСама по собі нарізка ніяких секретів не таїть. Вона і набагато простіше. Фаску робити не потрібно, та й піти на перекіс всередині труби – теж досить проблематично.Але все одно – основні «канони» зберігаються. Тобто без поспіху, особливо на етапі заходу, з обов'язковою мастилом, і з чергуванням проходу і невеликого реверсу. Після першого мітчика встановлюється другий, і цей прохід вже завжди набагато легше.Ну а в іншому – просто акуратність і адекватне додаток сили, так як мітчик можна і зламати …
Вороток (держатель) для установки мітчикаСама по собі нарізка ніяких секретів не таїть. Вона і набагато простіше. Фаску робити не потрібно, та й піти на перекіс всередині труби – теж досить проблематично.Але все одно – основні «канони» зберігаються. Тобто без поспіху, особливо на етапі заходу, з обов'язковою мастилом, і з чергуванням проходу і невеликого реверсу. Після першого мітчика встановлюється другий, і цей прохід вже завжди набагато легше.Ну а в іншому – просто акуратність і адекватне додаток сили, так як мітчик можна і зламати …